C:GRAN-Twin
Recycling & Compounding in one step
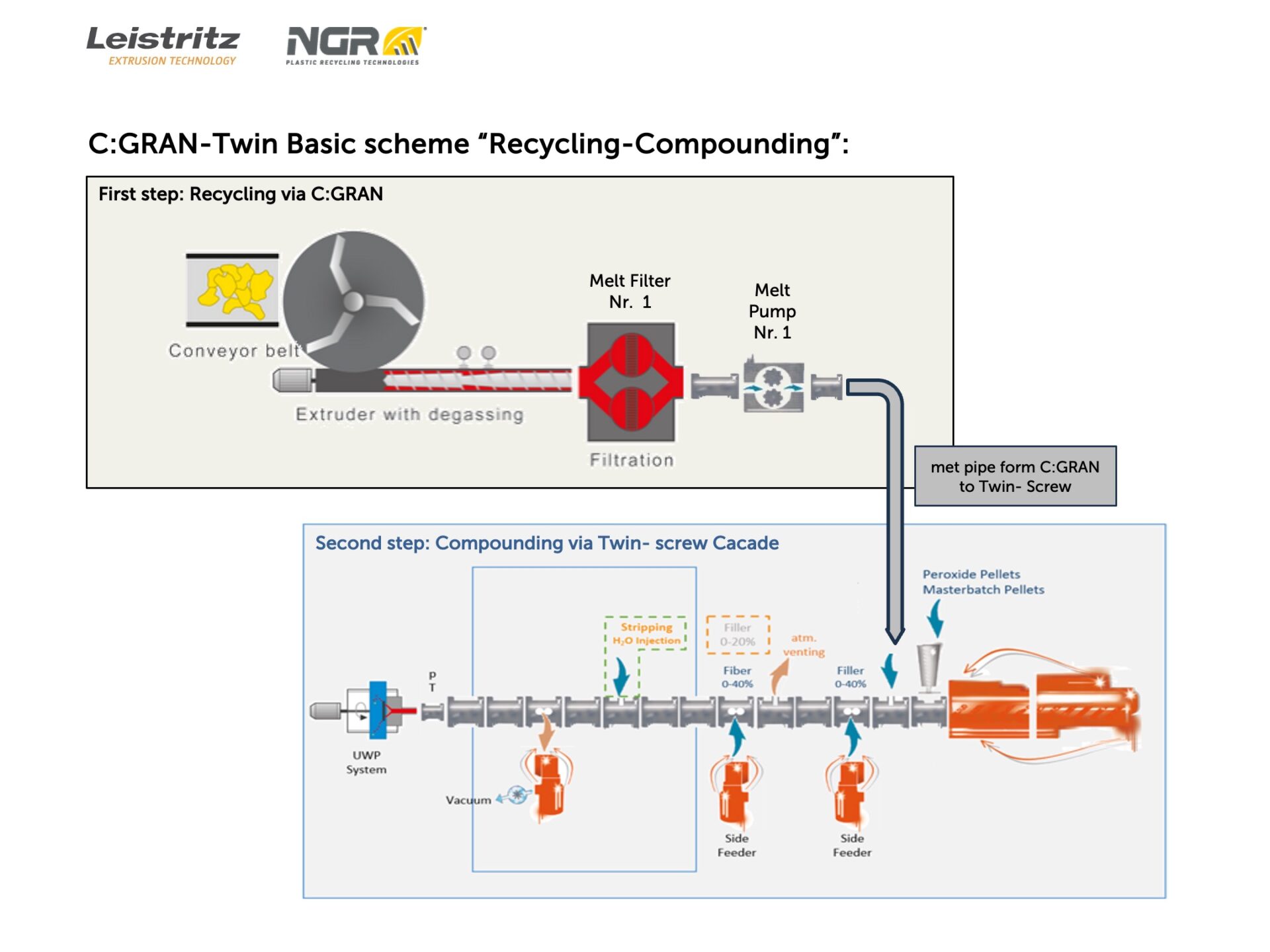
Recycling and compounding in a well-thought-out process – C:GRAN combined with a twin-screw extruder as a compounding cascade. Two proven technologies brought together for the production of customized, high-quality regranulates.
Description
C:GRAN-Twin combines recycling and compounding in a continuous process. The combination of proven C:GRAN technology with a downstream twin-screw extruder enables the production of customized regranulates in just one melting step. Additives, fillers, colorants or glass fibers can be incorporated directly – with top-level homogenization and dispersion for demanding applications.
The result is high-quality regranulates perfectly tailored to market requirements. By combining two mature technologies, C:GRAN-Twin ensures minimal energy consumption, low production costs and maximum material protection – the right answer to the growing quality demands of the circular economy.
At a glance
- Incorporation of additives, fillers, colorants, GF, etc.
- Customized regranulates – adaptable to market requirements
- One melting process – two process steps
- Minimal energy input and low production costs
- Homogenization & dispersion at the highest level
*) The above system configurations and throughput values are approximations and strongly depend on the respective project details.
The required system configuration and the achievable throughput depend on the viscosity of the polymer to be processed, the material condition, input moisture, type and quantity of possible contaminants, particle size, printing, melt filtration, as well as the type and amount of additives introduced into the plastic.
Technology
Currently, the Twin-Cascade extruders are available in standard sizes ZSE 60, ZSE 75 and ZSE 87. Exact technical data can be found in the overview table. Configurations deviating from these standard sizes are individually designed based on specific project requirements – ensuring maximum flexibility and tailor-made solutions.
C:GRAN-Twin is the consistent answer to the increasing quality demands of the circular economy, offering maximum process reliability with optimal energy efficiency.
C:GRAN-Twin
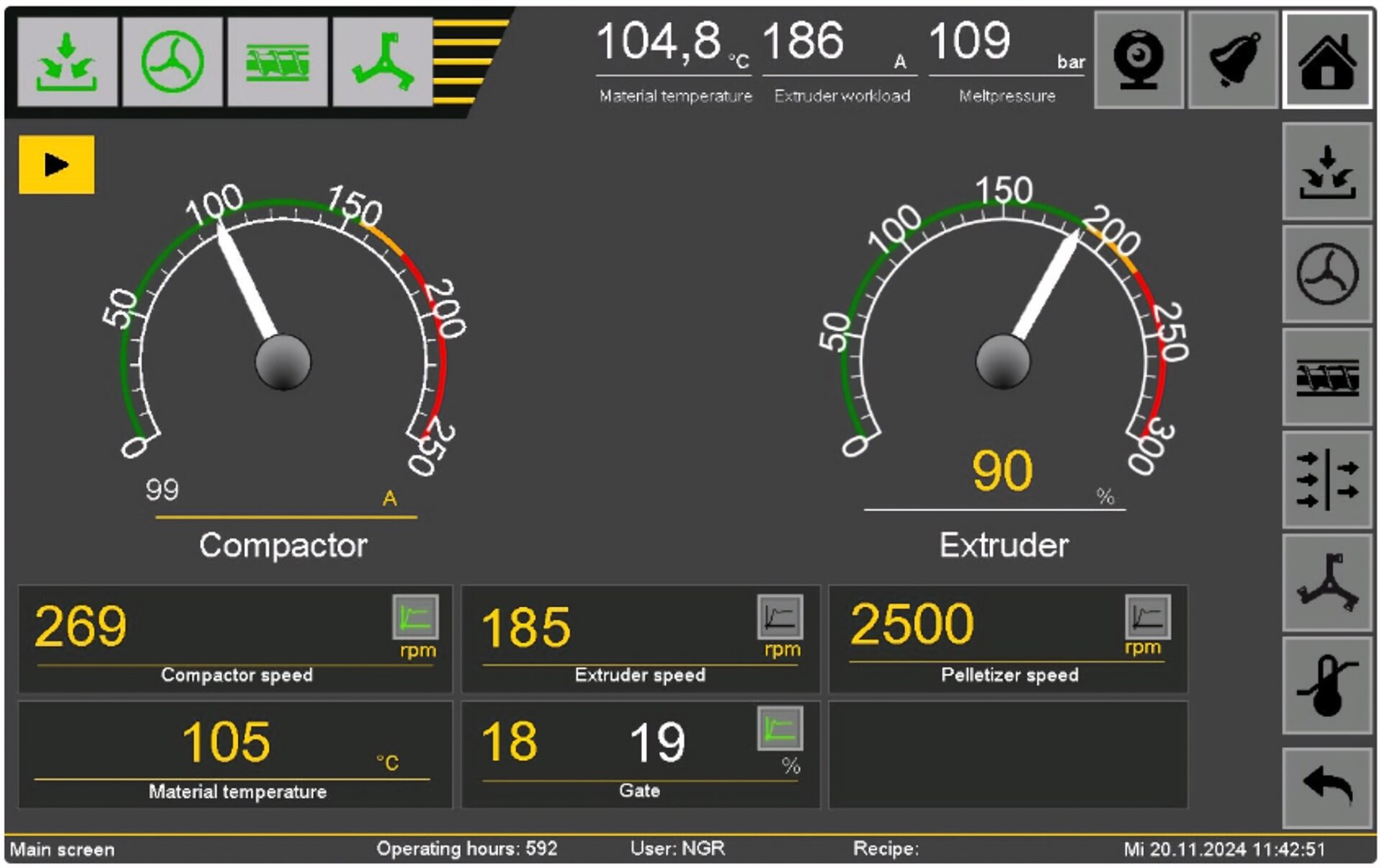
HMI C:GRAN-Twin
The HMI of the C:GRAN-Twin is mounted on a mobile frame and offers user-friendly operation via a large screen with intuitive Siemens S7 control. Recipes can be managed with ease, while password protection and user access rights ensure maximum operational security.
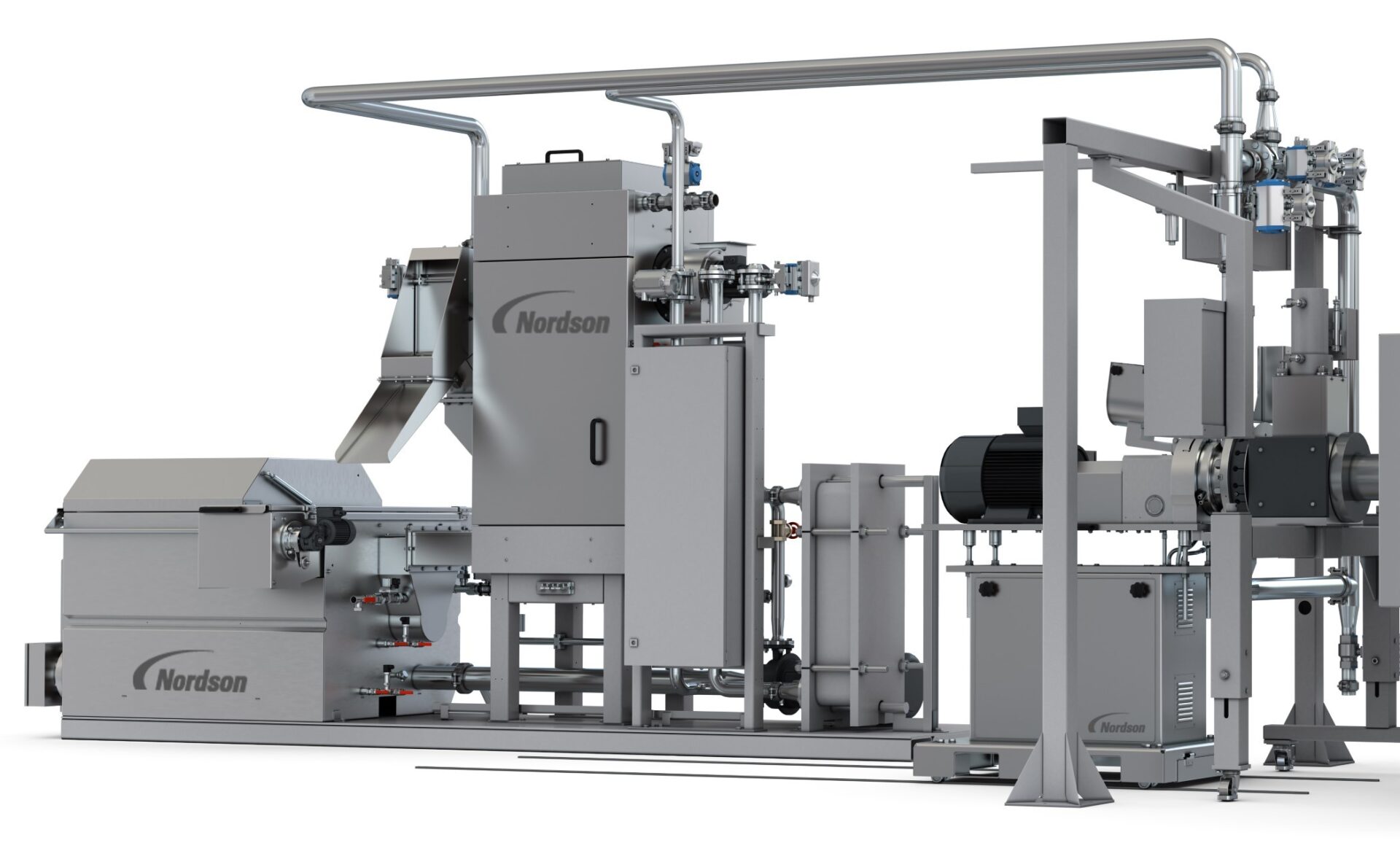
C:GRAN-Twin
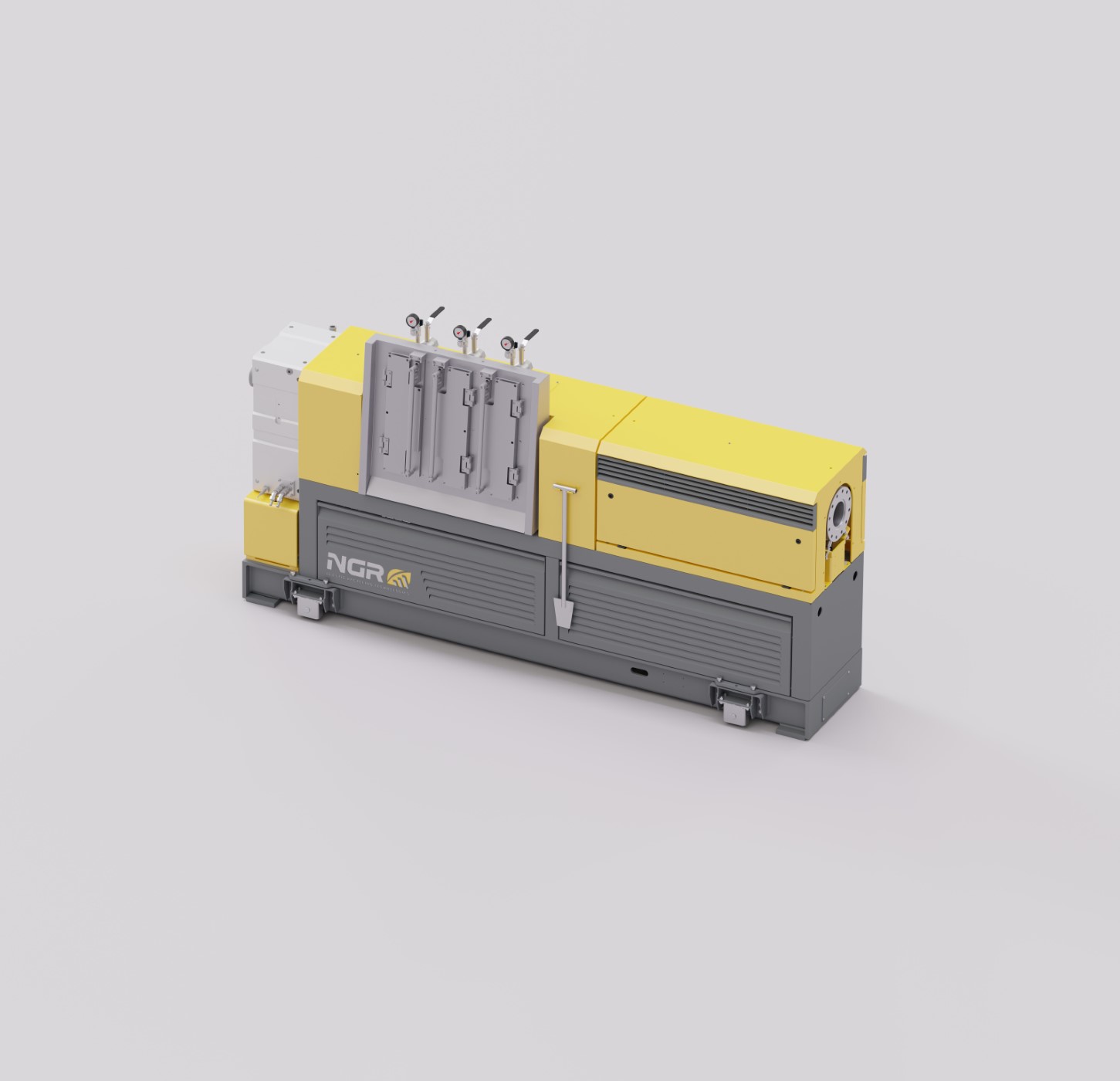
Twin-Cascade
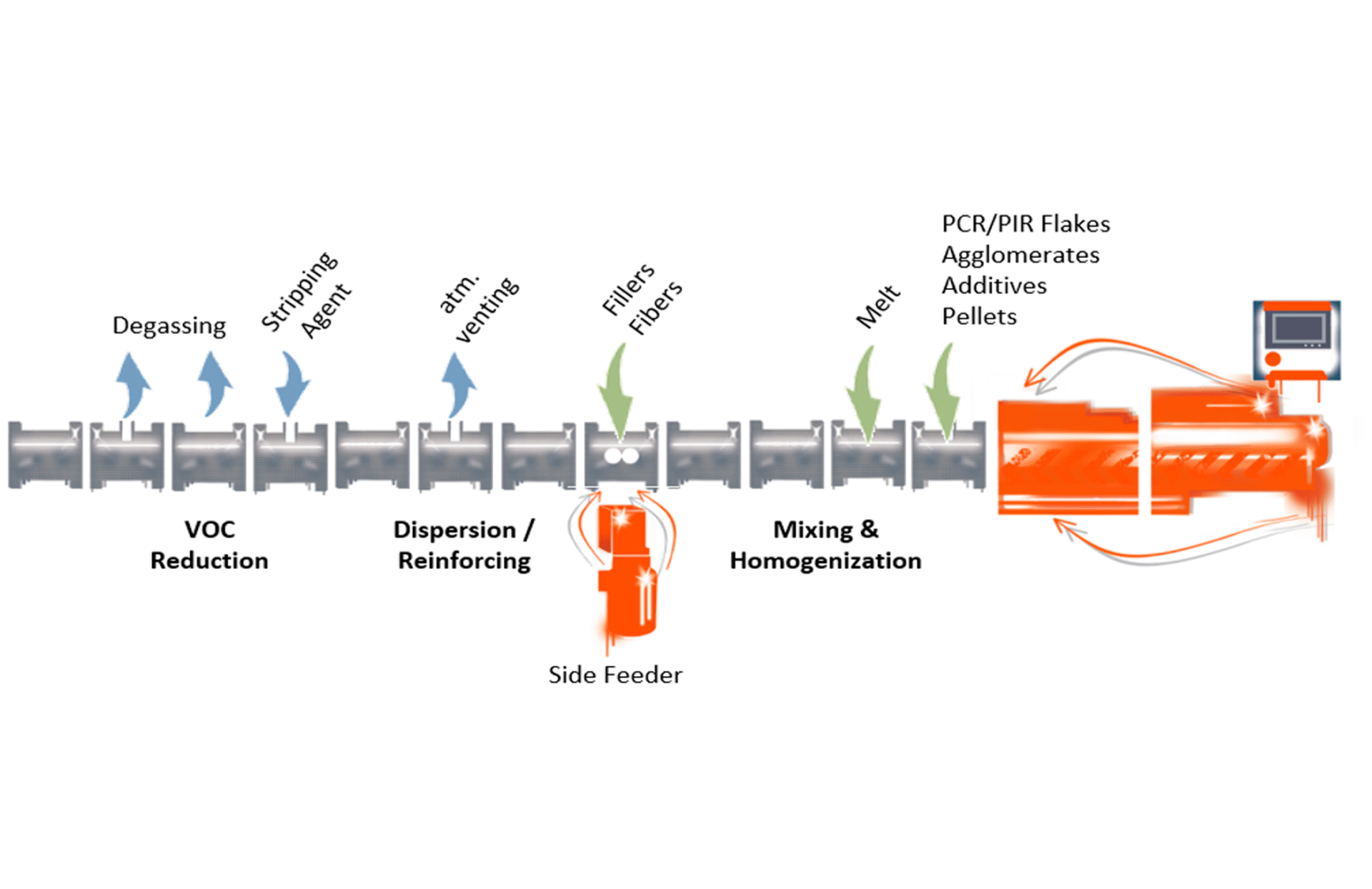
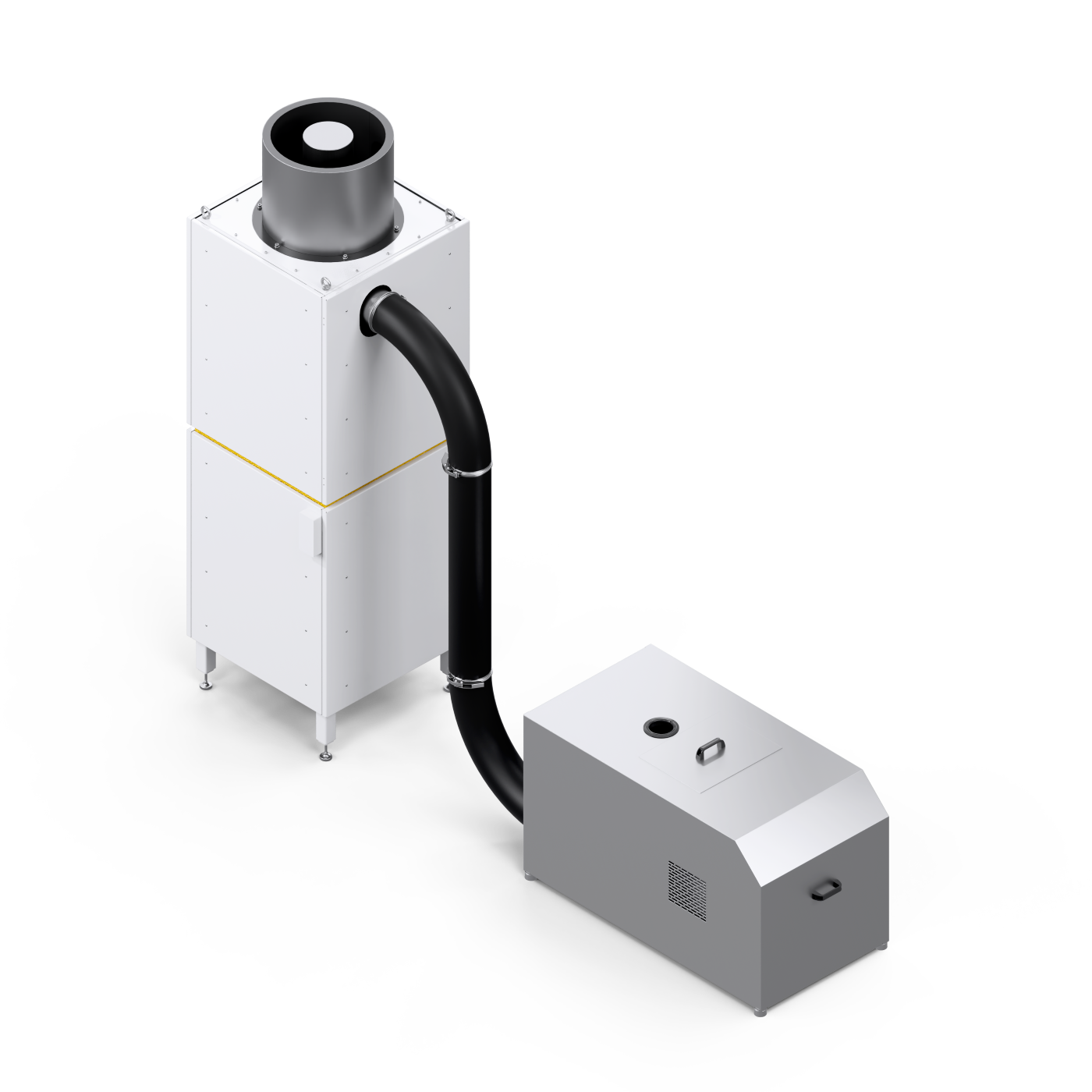
The Twin-Cascade combines recycling and compounding in a single process step. The pre-processed material is transferred into the twin-screw extruder without remelting, where additives, fillers and glass fibers are homogenized – energy-efficient, material-saving and with the highest product quality.
Recycling & Compounding in two steps
Step 1: Recycling with C:GRAN
The C:GRAN system forms the heart of the line. By combining cutter-compactor and single-screw extruder, it provides a robust, automated solution for efficient material preparation – flexible in use and proven over many years.
Step 2: Compounding with Twin-Cascade
In the downstream twin-screw extruder, the material is specifically refined and optimized for high-value applications. Since no additional melting phase is required, both energy consumption and polymer stress remain low – while ensuring maximum regranulate quality.
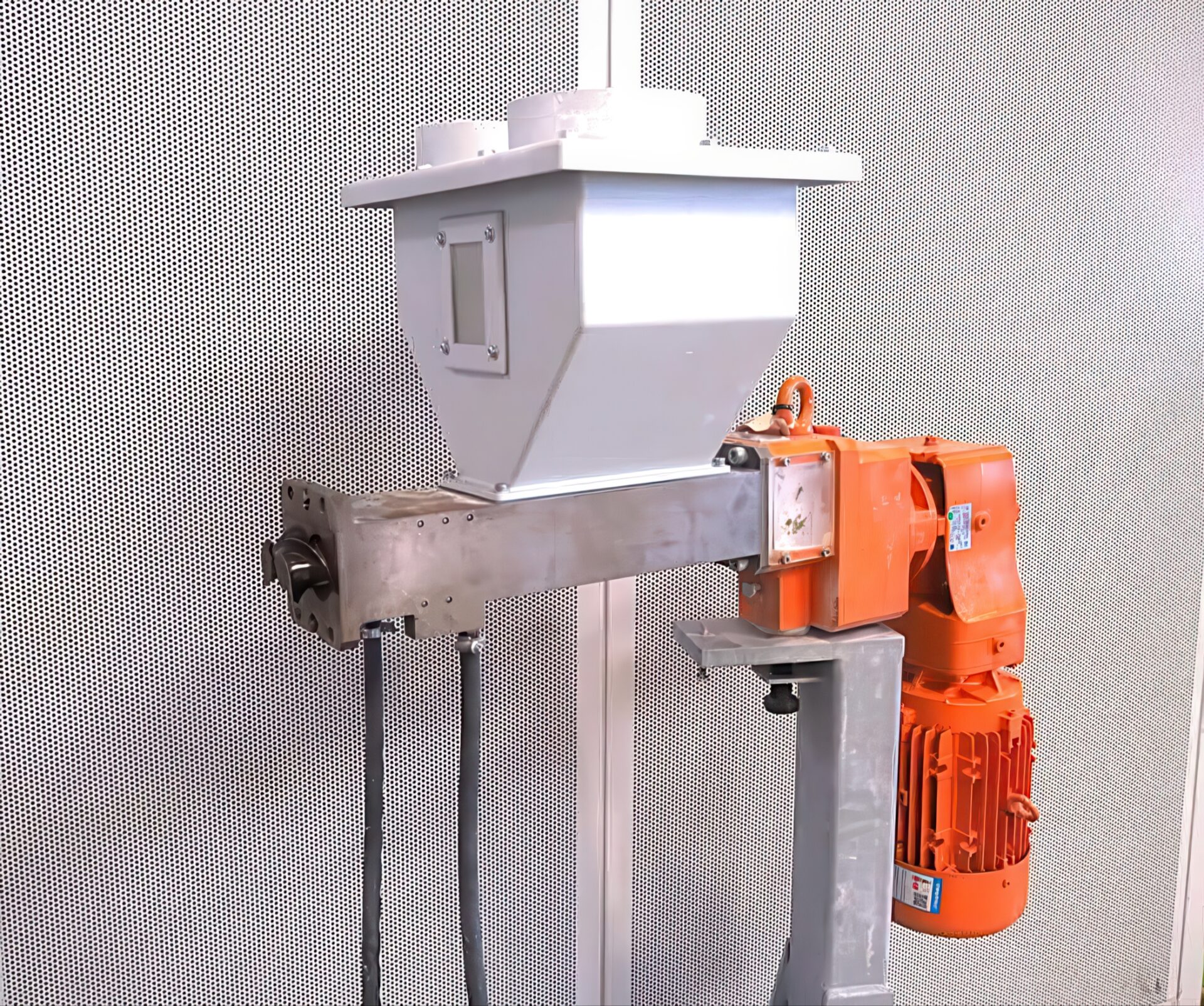
Side Feeder
The Side Feeder enables precise incorporation of additional materials directly into the compounding process. Powdered and pellet-shaped additives such as fillers, colorants, masterbatches or glass fibers are usually fed gravimetrically into the side feeder. Both the dosing and the feeder are precisely matched to the material type and quantity – ensuring maximum process reliability and consistent product quality.
If required, virgin pellets can also be gravimetrically dosed directly into the original extruder opening before entering the melt. Liquid additives – such as water for stripping applications – are pressure-fed through injection nozzles using liquid pumps.
Add-Ons
Feed-in
Degassing
Filter
Pelletization
Test equipment
Feed-in
Roll feeder
Roll Feeder
With variable feed speed, roll scrap is treated in a process-controlled manner. The virtually unmanned machine is fed continuously. The roll feeder can be operated at the same time with other types of feeding (e.g. conveyor belt).

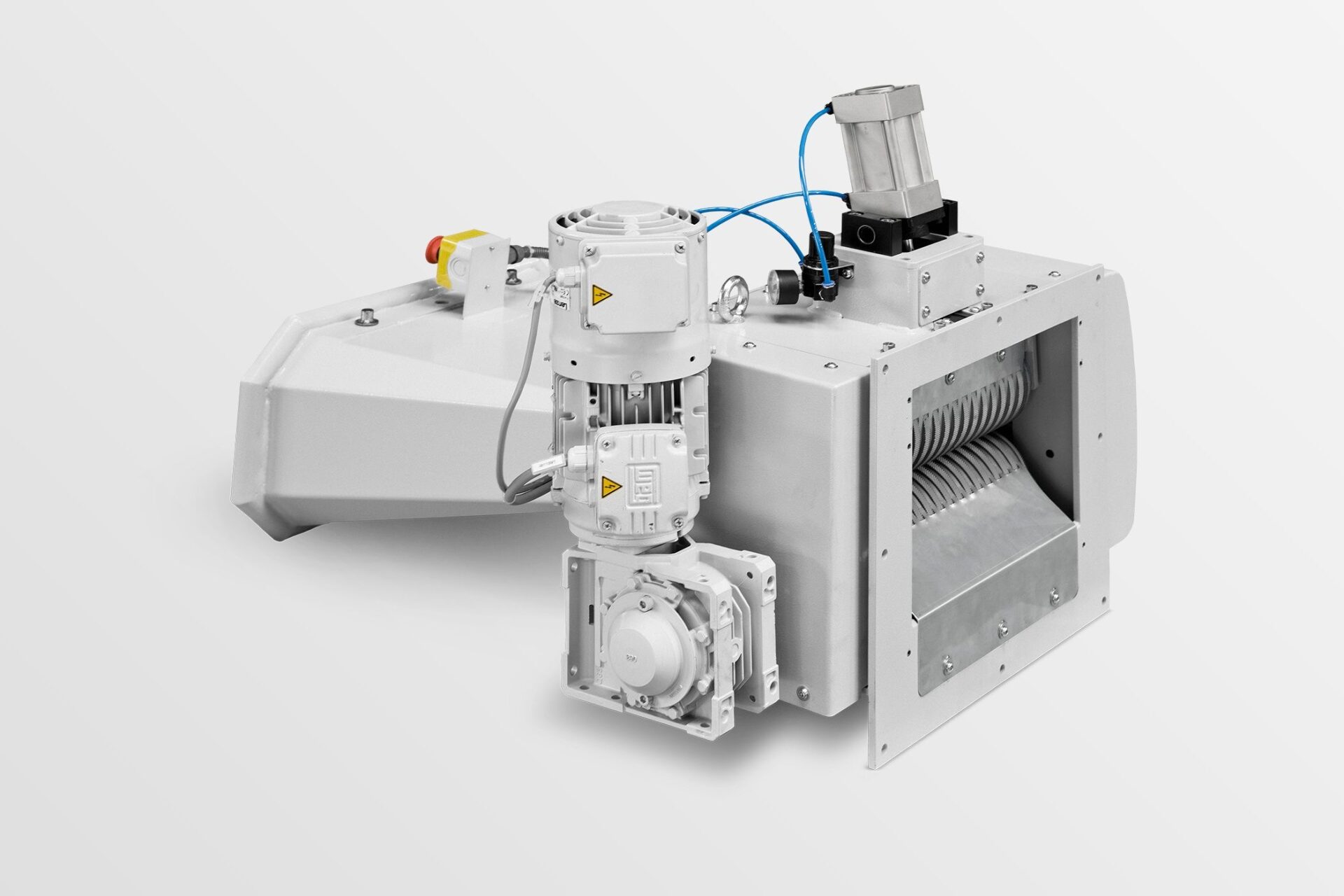
Conveyor belt
Conveyor belt
The conveyor belt transports the feed material through a metal detector into the feed hopper. The belt is stopped automatically, if metallic matter is detected in order to remove it.

Dosing unit
Dosing unit
Additives such as color pigments, CaCo3, compatibilizers can be added to the material flow in a process-controlled manner. Dosing systems for pellet and/or powdered additives are available.
Degassing

Single Venting new
Single Venting
Designed for light printing and low humidity. The vacuum degassing system includes a vacuum pump and is connected to two venting ports on the extruder.

Double Venting new
Double Venting
Designed for plastics printed, for example, on all surfaces and/or moist plastics. The simple venting unit can be supplemented by another modular unit with two venting openings and an additional vacuum pump.
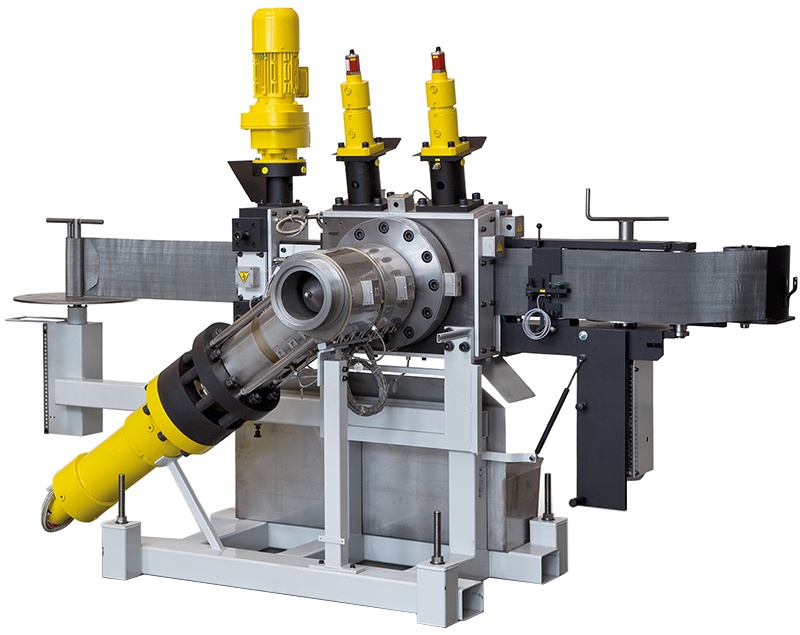
Cascade
Cascade
The cascade downstream of the melt filtration is equipped with a special degassing zone (Power Venting Section). This guarantees continuous renewal of the melt surface for removing volatile impurities from the melt for highest degassing requirements.
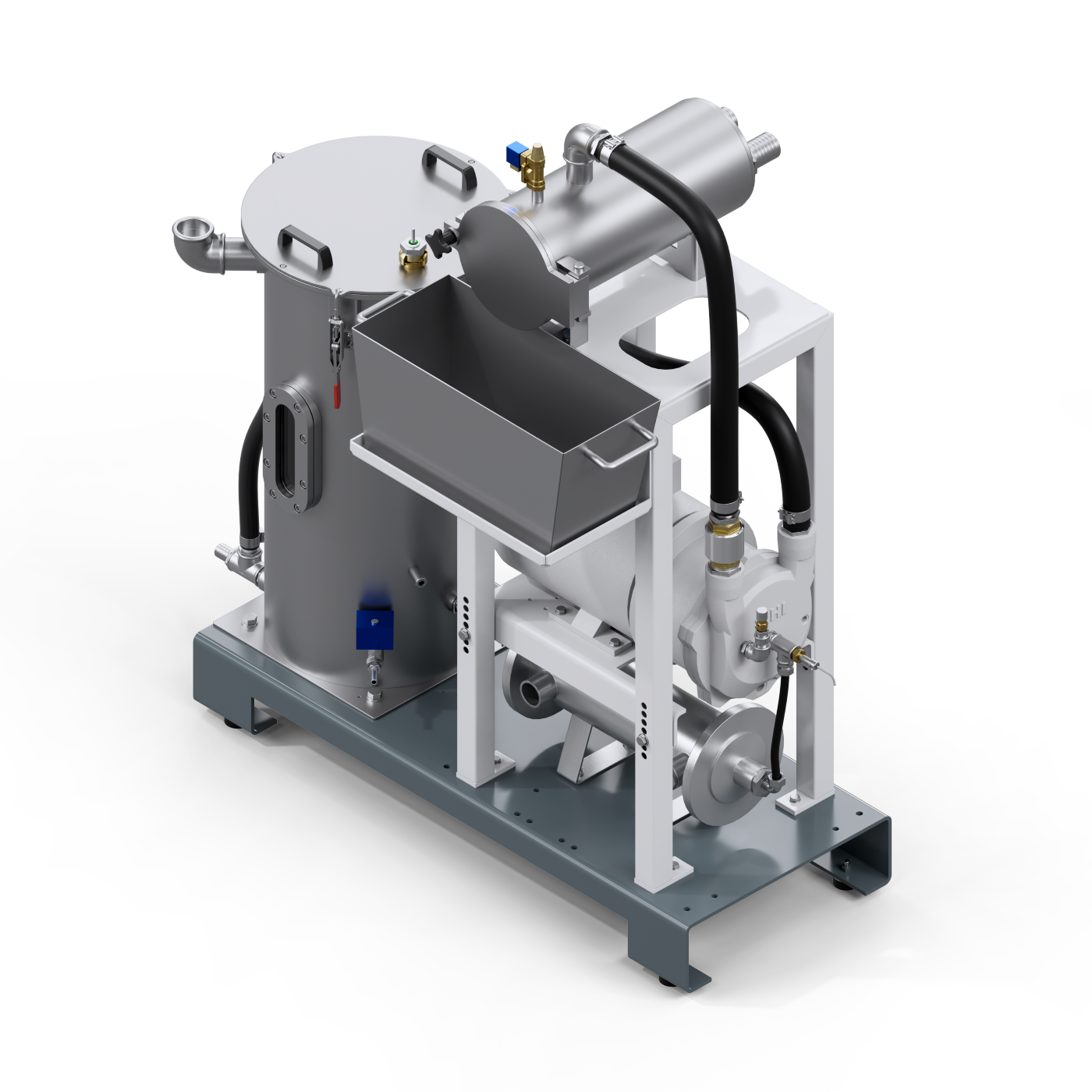
Vacuum pump with closed water circuit
Vacuum pump with closed water circuit
Each venting combination can be equipped with a closed water circuit. The fresh water consumption at the vacuum pump is thereby reduced significantly.
Filter

Double piston screen changer
Double-piston screen changer
For light impurities. The hydraulically operated double-piston screen changer allows continuous filtration of the melt. This allows a screen change without process shutdown.

Backflush screen changer
Back-flush screen changer
For heavily contaminated materials. The hydraulically operated double-piston screen changer filters the melt in a process-controlled and continuous manner. The integrated backwash device automatically cleans the screens. The number of back-flushes and the related service life of the screens depend on the degree of contamination of the material.

4K Backflush screen changer
4K back-flush filtration
For heavily contaminated materials. In contrast to the standard backflush screen changer with 2 screen cavities, this system is equipped with 4 screen cavities. The double filtration surface with the same frame size results in a longer filter life.
Automatic band melt filter
Band melt filter
For high contamination at high throughput rates. With the lowest melt losses and low filter costs, fully automatic operation ensures excellent filtration results. It is used particularly for post-consumer plastics.

High-performance melt filter
High-performance melt filter
The continuous melt filters in the ERF series are suitable for a wide range of moderate and highly contaminated polymers and provides a pressure constant operation, long screen lifes, very low melt losses and a compact design. By the permanently rotating filter drum foreign particles are being constantly and effectively removed, depending on the application ERF melt filters enables throughputs from 150 to 10,000 kg/h.
Pelletization

HD pelletizer
Hot-die Waterring Pelletizer (HD)
For thermoplastics with a higher viscosity. The melt exits through the wear-resistant die plate, and is knocked off by the pelletizer blades. The pellets cooled in the water ring are flushed out, dried in the centrifuge and discharged. By adjusting the blade pressure, pelletizer blades provide a long service life; replacement is quick and easy.
Strand pelletizer
Strand pelletizer (SP)
For low-viscosity melts. The melt emerges from strand nozzles, is cooled in a water bath, dried by means of a fan and cut to the desired length in the pelletizer. The result is cylindrical, dust-free pellets with excellent mixing properties.

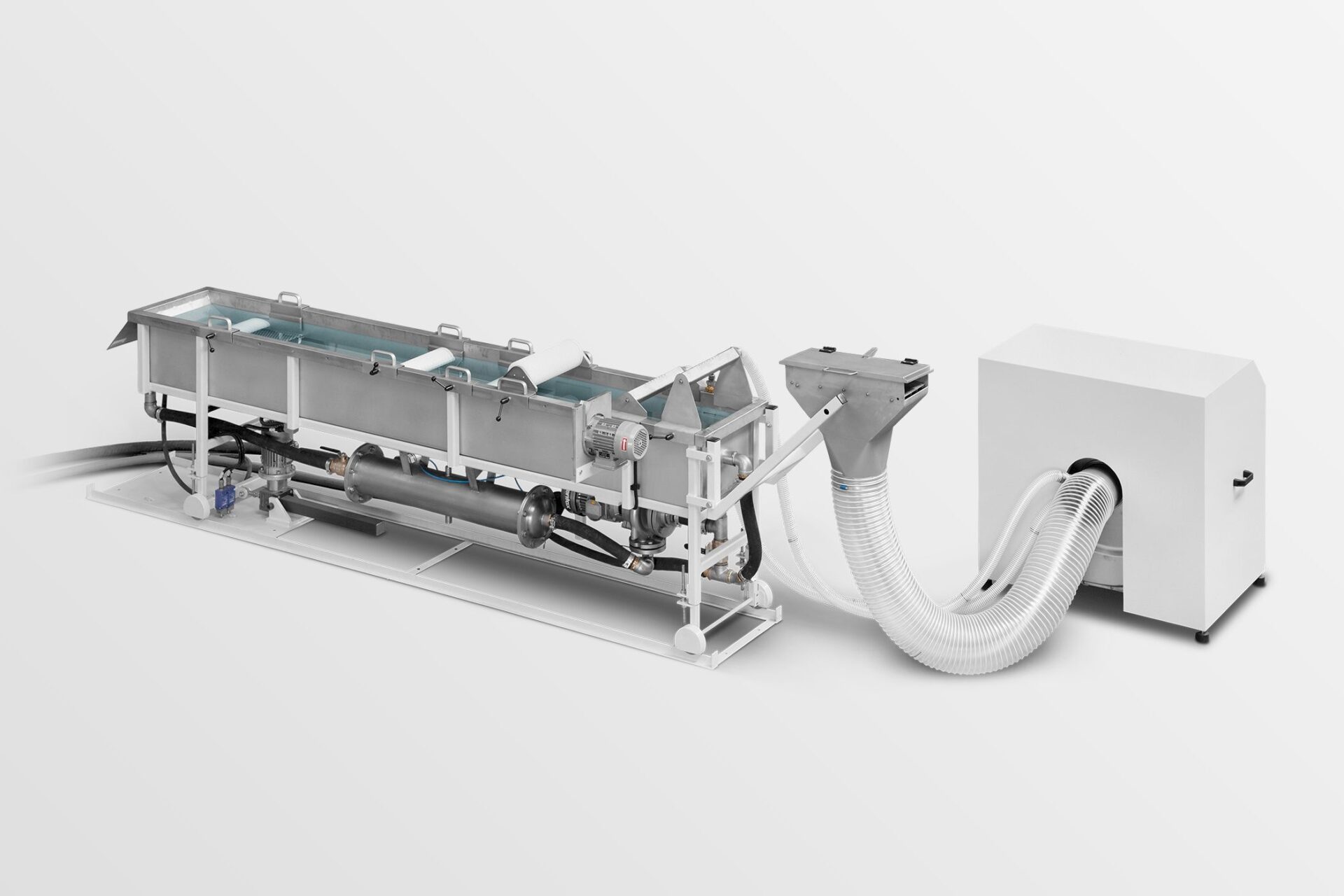
Automatic strand pelletizer
Automatic strand pelletizer (A-SP)
In addition to the benefits of the SP, the A-SP option offers the added convenience of fully automated start-up. The strands are transported automatically by a water slide to the pelletizer, and the pellets are dried in a centrifuge.
Under Water Pelletizer
Underwater pelletizer (UWP)
For difficult-to-process (e.g. sticky) polymers or thermoplastics with a very high melt flow index. The melt emerges from the die plate and is knocked off by the pelletizer blades. The whole process takes place under water. In the centrifuge, the pellets are separated from the process water and dried.
Test equipment
Flow scale
Flow scale
The throughput scale is integrated in the machine control system and displays the current production output in kg/h (lbs/hr). The data can be logged in a BDE system.

Gas control unit
Gas control unit
This unit provides quality control by continuously measuring pellet density. Based on preset parameters, the unit determines whether to switch the gates to the second choice or to scrap when this value falls below a setpoint. Monitoring is inline and integrated continuously in the production process.

Online Viscometer
Online Viscometer
For continuous melt viscosity measurement. Melt is taken from the production extruder, the viscosity is measured, and then the melt is returned to the extruder.
Based on the differential pressure across the capillary, the viscosity of the material (IV value, MVR) is determined by means of a stored recipe.
Material samples





Support
Our all-round service – satisfaction included
Excellent technology calls for excellent service. Our 100% commitment to flawless service ensures maximal cost efficiency and minimal downtime.
Our services
- Service hubs for the fastest possible processing of all maintenance and repair work
- Spare parts centers for flexible responses to strong markets
- High spare parts availability thanks to particularly high stock levels in Europe and North America
- Worldwide extruder screw production for short-term production or repairs
- Starter and spare parts packages for every new machine
NGR Applications & Solutions
[5 MB]